Точечная сварка SPOT - технологии процесса

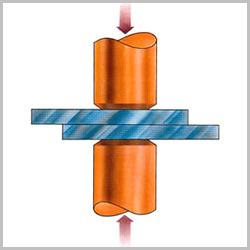
Точечная сварка - один из видов контактной сварки, в связи с чем в основу данного технологического процесса заложены законы теплового воздействия электрического тока в совокупности с усилием сжатия свариваемых деталей. В процессе точечной сварки электрический ток проходит от одного электрода к другому через свариваемый металл. Электроды для точечной сварки изготавливаются из сплавов, обладающих высокой электропроводностью для достижения минимального сопротивления в контакте между электродом и деталью. В результате в месте контакта меду свариваемыми металлами происходит наибольший нагрев за счет максимальной величины электрического сопротивления в точке сварки. В результате нагрева и расплавления металла под действием электрического тока возникает сварная точка, диаметр сварной точки, как правило, составляет от 4 до 12 миллиметров.
Процесс точечной сварки условно разделяется на два режима, так называемые жесткий и мягкий.
Жесткий режим точечной сварки характерен малой продолжительностью времени процесса сварки и высокими значениями силы тока в совокупности со значительным давлением сжатия электродов. Плотность тока при сварке в жестком режиме достигает значений
Мягкий режим точечной сварки характерен большей продолжительностью времени процесса сварки с плавным разогревом свариваемых металлов умеренными силами тока.
Плотность тока в этом случае не превышает 100А/кв.мм., время протекания тока в диапазоне от 0,5 до 3 секунд. Основным преимуществом мягкого режима точечной сварки является уменьшение эффекта закаливания зоны точки сварки, что в свою очередь благотворно влияет на прочность сварных соединений сталей, склонных к эффекту закалки.
